posted by rerofumi
2014/6/15 日曜日 18:46:13

![]()
Gynostemma は処理結果として 3種類の G-Code を出力する(パターン、穴開けドリル、外周カット)。
これを 1本のエンドミルを使って 1本の G-Code で彫りたいという要望を耳にした。
パターン切削と外周カットは G-Code を連結させればできそうではあるが、穴開けだけは望んだ結果ができないはずである。具体的には開けたい穴より細い刃を付きさして円を描くことになる。
0.8mm の穴が欲しいときは 0.5mm のエンドミルを使って φ0.3mm の円を彫れば良い。
なんとなく既存のクラスを拡張することで対応できそうなので追加してみた。
不具合修正最新版(2014/8/31): gynostemma-20140831.zip
ワンカッターオペレーション対応旧版: gynostemma-20140615.zip
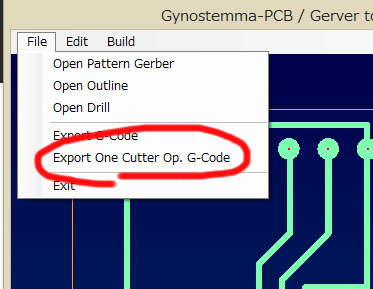
これまでの Export G-Code の下に ‘Export One Cutter OP. G-Code’ という項目が追加されている。
これを選択して、出力先ディレクトリを指定するとツール(ドリル刃)毎のサイズを指定するダイアログが開く。
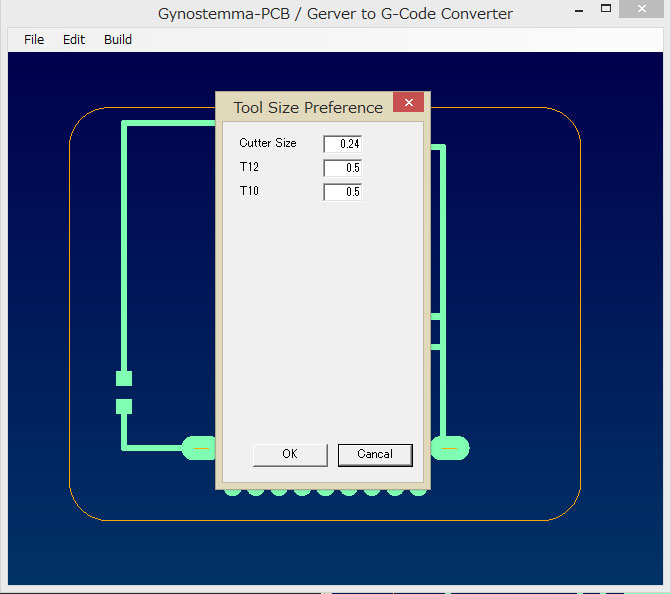
Gynostemma ではドリルの径を扱ってこなかったので、ここで始めて指定してやる必要がある。
ツール番号と穴のサイズについては設計した CAD の方に因るので、実際の数値はそれを参照して入力すること。また、カッターのサイズはパターンカットと異なる場合があるので、ここで改めて指定する。
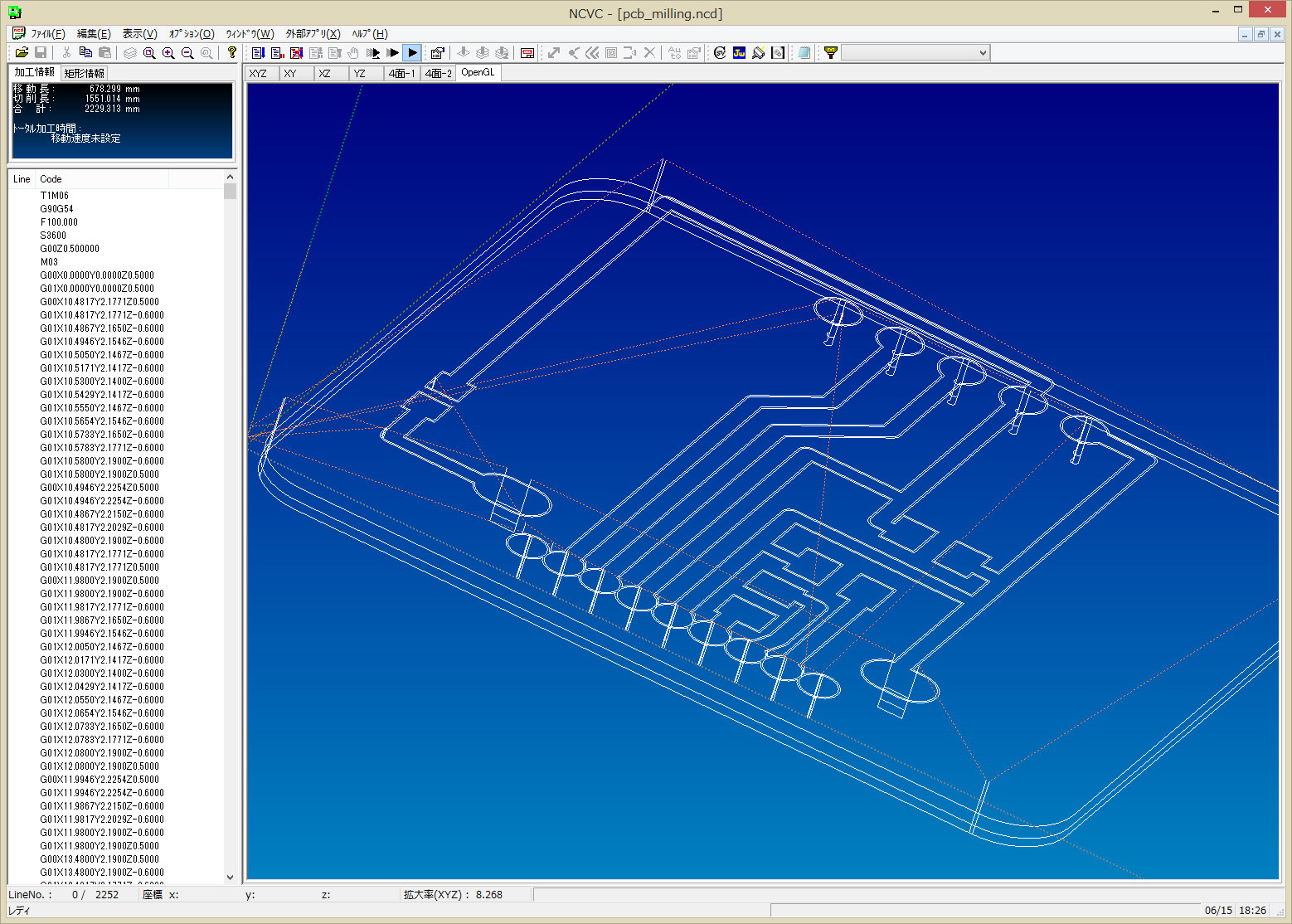
すると G-Code ファイルが 1つだけ作成される。
これを NCVC 等で確認すると、パターンカットと穴開けと切り抜きが連続していることがわかるはずである。
update:
2014/8/31 – ワンカッターオペレーションのドリルパス生成にバグがあったので修正
8月 4th, 2014 at 23:30:35
初めまして。
長年自分でエッチングしたり業者に出してみたりとプリ版を作り続け、
常々CNCフライスでのPCB製作をしてみたいと思いつつ、指をくわえて
考えていましたが、このHP連載を見て清水の舞台から飛び降り
KitMillBTを購入しました。
まだ色々勉強しつつ試してみているのでKitMillには火も入れて
いませんが、まずはデータの作成をマスターしてとGynostemma
を試していまして一点気が付きました。
ワンカッターオペレーション時にRound resolutionが21以上だと、
穴開けのデータが360度になりません。デフォルトの24では250度
位でしょうか、30にすると60度位しか円を描きません。
20以下では360度描くようです。
自分では人の努力を使わせてもらうしか出来ませんが、せめてバグ取り
だけでも人のお役に立てればと思い。
8月 7th, 2014 at 1:19:05
報告ありがとうございます。
細かくすると三角一つあたりが薄く小さくなるから計算誤差で重なって消えちゃうのかな?
ちょっと調べて見ます。
8月 30th, 2014 at 14:19:11
お世話様です。
あの後も色々いじってみてUSBCNCV3で動かせるようにとか、NCコードの理解とかやっていて気が付いたのですが、最初は前回質問させていただきましたように360度の問題だけだったのですが、気が付くとどんな穴径を入力しても小さい穴径(工具径と一緒かな?)になってしまうようになってしまいました。
Gynostemmaを再度DLしてきてみても変わりません、IronRubyを再インストールしても変わりません。何が起こったのでしょうか?
ならばポンチ代わりになれば良いかと思い、生成されたコードがUSBCNCV3でエラーを出すのでNCコードの勉強していたのですが、コードの違いを比べてみようとマルチスレッド、ポリゴン対応版を走らせた所、ワンカッターオペレーション対応版では穴開けコードの出力が機能しないようになってしまいました。そっくり別のホルダに展開したので、初期設定その他が干渉する事は無いと思ったのですが。ドリル径指定のダイアログは毎回出ています。
再度DLしものは穴径出力が復活します。(360度、径の問題は解決せず)
でもマルチスレッド、ポリゴン対応版を走らせると出力しないプログラムになります。Gynostemmaを解凍したホルダを分けて使用したのではIronRuby側で干渉するのでしょうか?
何度も申し訳ありませんが、ご検討いただければ幸いです。
ちなみにUSBCNCV3でエラーになっていたのはツールチェンジコードT1M06でした。位置行削除すれば動きました。(まだエンドミル無しのエアですが)
8月 31st, 2014 at 20:59:55
報告ありがとうございます。
USBCNCV3 において T1 で止まるのは「ここでツール(刃)を 1 番のものにかえておくれ!」という意味で pause しているためで、その状態で再度スタートボタンを押すと下の行から再実行されるはずです。
その他の現象についてはちょっとよくわかりません。
どのバージョンも gynostemma フォルダの中で完結しており、pref.ini 以外に情報を保持はしていないので、各バージョン間で影響は無いはずなのですが。
こちらでも追ってはみますが、もしよろしければ問題を発生させることができるガーバーファイルを頂ければ確認が早いと思います。
8月 31st, 2014 at 21:07:46
お世話様です。
先の投稿、なんか丸投げで無責任だなと思ったのでもう少し条件を詰めて見ました。(誤字もありますし)
元の条件は0.3でパターン加工して0.8,1.1,3.4の穴加工です。
どうせ荒いパターンなので工具径を0.5にした所で消えたようです。最後のツール径の指定で0.5(0.1刻みしか試してませんが)以上を入れると消えます。0.4以下だと消えません。かといって0.2とかにしておけば穴径が正しくなる訳ではありませんが。
加工穴径との絡みかとも思い、0.5で1.0,1.1,3.4としても消えましたので、0.5が分水嶺のようです。パターン加工の径は買えてみましたが関係なさそうです。
以上、少しはお役に立てたかと思います。
後、直接は関係ないですが、同じようなことをされている方への情報を。
最近はエンドミルもネットショップで気軽に買えますが、モノタロウブランドのエンドミルは価格が安いですがKitMillBTには要注意です。
シャンク径が4mmでも公差基準が一寸違うようです。一緒に買った日新工具とノギス実測値で0.01mm太いだけのですが、(3.97と3.98)モノタロウブランドはスピンドルに入りません。流石に工具鋼ですので紙やすりなんかで加工するのもまず不可能です。表示公差は日進工具h6(0~-0.008)モノタロウ0~-0.01です。
本格的なフライスのコレットチャックであれば問題有りませんが、KitMillBTのスリーブには致命傷です。固有名詞はあまり出さない方が良いのでしょうが、こればかりはメーカーの癖が相性となるので仕方が無い事です。
8月 31st, 2014 at 21:43:36
ワンカッターオペレーション時に解像度が高いとドリル穴が円を描ききらず弧で終わってしまう問題については不具合を確認しました。
パッケージして後ほど 8/31 版としてリリースします。
他は現象が再現していないので、さらに追跡中。
ちなみに手元にあるのは 0.5mm サイズのカッターなので、ワンカッターOPは 0.5 でテストしており、その時は特に問題なかったです。
ちなみにワンカッターOPの穴開けはエンドミルで行うのでツールの半径分小さい円を描きます。0.5mm のカッターで 0.8mm の穴を開けようとするときは直径 0.3mm の円を描くパスが出力されるわけですね。
8月 31st, 2014 at 22:42:28
お世話様です。
早速の検証ありがとうございます。
他バージョンの干渉の件はツール径の問題を勘違いしたものであり、バージョンの干渉ではありませんでした。すみません、お騒がせしました。
8/31版をリリースしていただきましたらまた同じ条件で検証してみたいと思います。
9月 1st, 2014 at 0:26:46
ワンカッターオペレーションで「ドリル穴が同じ径になる」「ツール経を0.5mm以上にするとドリル穴が生成されない」という現象が起こりうる場面を調べて見たところ。
ツールサイズ指定ダイアログで入力された文字が数値変換できなかった、場合起こるのではないかと予測しました。全角で入力したとか、数値以外の文字が混入したという場合ですね。そういった場合初期値のままか 0.0 になってしまい、そのまま進行するようです。
ダイアログでOKを押したときにこれら数値をチェックし正しくない時はエラーを表示するようにしてみました。
これで回避できるかな?
9月 3rd, 2014 at 23:13:15
お世話様です。
Fix版試してみました。360度の件はばっちりです。
しかし、穴径の問題は解決しません。
仕方ないので検証ファイル一式メールさせていただきました。
ご迷惑とは思いますが確認頂けると幸いです。
一点、長穴2x5ではなく2.5x5でした。
よろしくお願いします。